1. はじめに
ラピッドプロトタイピング(RP)とは、3次元CAD上で入力された形状データ用いて、機械加工することなく、一層ずつ積層しながら立体モデル(3次元モデル)を直接生成 (3次元積層造形) することを指す。今日、自動車、家電およびこれらの関連企業はもちろんのこと、すべての製造業にとって、「いかに製品の開発開始から出荷までの時間を短縮し、コストを限りなく削減し、消費者のニーズに合った品質の良い製品を、安価に迅速に送り出せるか」が生き残りをかけた大きな命題となっている。そして、世界に誇れる「日本のものづくり」のためにはRPシステムが大きく寄与すると認識され、注目を集めている。これは一方、RPシステムを用いる3次元造形法に不可欠な
・ 3次元CADシステムの低価格化により普及した
・ 造形装置の機械的精度が向上すると共に、造形物の精度が向上した
・ 使用できる材料の種類が増え、RPシステムの応用範囲が広がった、
ことにもよる。
今日では、RPシステムは光硬化性樹脂を用いるいわゆる『光造形』システムのみならず、
・ 熱可塑性樹脂を押出し積層する方式(FDM)、
・ 粉末の溶融接着積層方式(SLS)、
・ 紙を薄膜積層する方式(LOM)、
・ 粉末や硬化触媒吐出させ積層する方式(Ink-Jet法)、
などの各種3次元積層造形方式が開発上市されている。これらは総称してRPシステムと呼ばれている。これらのうち、FDM方式は既に光造形を凌ぐまでに成長した。また、マサチューセッツ工科大学(MIT)で発明され、Z-Corporationにより華々しくデビューを飾ったInk-Jet方式による造形装置は簡便さとその造形速度からここ2~3年特に注目を集めている。
本解説ではRPシステム、特に光造形システムを中心にその概要と応用について述べ、さらにその最新動向についても述べる。
2. ラピッドプロとタイピング技術の現状
国内のRPシステムの設置実績台数を3次元CADの普及と共に図-1に示す。1999年は景気低迷で伸び悩んだが、2000年には確実にその設置台数を伸ばした。2001年は景気低迷、米国同時テロなどの影響で横這いと速報されている。図から解るように、RPシステムの販売台数はCADシステムの伸びにほぼ対応しており、RPシステムと3次元CADが密接な関係にあることが解る。日本は米国に比較して3次元CADの普及数は1/4~1/5と言われており、これが直接RPシステムの普及台数に反映し、米国の1/4~1/5程度に止まっているとされている。
|
|
|
|
|
|
|
|
図-1から分かるように、概ねCADが200 シートに対してRPシステムが1台という構図になっている。日本の工業生産は米国の1/2と言われているので、米国と同程度まで普及すると考えると現状の2倍までは確実に増えていくものと推定されている。さらに、パソコンベースの低価格3次元CADが原動力となって、RPシステムは急速に広まっていくものと思われる。
一方、海外のRPシステムの導入状況は、Wohlers Report 2001によると、図-2のようになっており、1998年に一度伸びが落ちたが、その後は順調に推移している。2001年11月現在、CNC市場が年率4.4%の伸びに対して、RP市場は11.5%でありその成長は顕著である(Wohlers; Euromold 2001のセミナーでの講演から)。
2.1 RP(3次元積層造形法)の原理
3次元積層造形法では、まず、コンピュータ上の3次元CADという立体デザインシステムによって成形したい物品の立体形状を設計する。次いで、このCADモデルをSTLフォーマットに変換する。STLとは3次元自由局面を三角バッチの集合体で近似する方式で、CADから3次元積層造形装置にデータを渡す場合に広く用いられている(ここまでがCAD側の処理、以後は造形装置側の処理)。次いで、目的モデルの造形装置内での配置や積層方向(モデルの置き方:正立、倒立、横転など)を決定し、STLフォーマットからなる3次元形状データをZ軸方向に厚さ 0.1mm ~0.2mm 程度の輪切り状にスライスする。その一層ごとを光硬化性液状樹脂、粉末樹脂、金属粉やワックスなどの材料の性状変化させて積上げていくことで3次元立体モデルを得る。
 |
|
|
・
通常の切削加工が困難な自由曲面や複雑な構造(アンダーカット部など)を有する立体形状を簡単に製作することができる。
・
完全自動化されたプロセスであり、装置を操作するために特別な知識、熟練が不要である。
・ 短時間でかつ経済的に所望のモデル製作が可能である。
・ 工具磨耗、騒音、振動、切削屑の発生がない。
2.2 光造形システムの概要
3次元積層造形法の中で、日本で最も広く採用されている光造形からその概要を述べる。3次元積層造形法の基となった光造形法は、約20年ほど前(1980年ごろ)に当時名古屋市工試の小玉秀男氏により発明され、その後米国の3Dシステムズ社とシーメット社とにより独立に開発・実用化された。この方法は液状の光硬化性樹脂を前記スライス断面データに基づきに紫外線レーザ光を照射して選択的に硬化させ、積層することにより所望形状の3次元立体造形物を製作するものである。
光造形法が日本で広く採用されている理由として、
・ 形状確認用途のみにはほとんど用いられない。
・ 精度が要求される。
・ 真空注型のマスターモデル用途、機能性試験用途が主体。
が挙げられる。これらの条件を満たすものとして、現状では光造形が最も優れているためと判断されていることに他ならない。
2.3 光造形法の実際
光造形法は、具体的には以下のように行われる。
前記のスライス断面のデータに、サポートを配置し、レーザ走査速度、出力、リコーティング回数、オフセット量、収縮率などの各種パラメータを設定する。先ず、第1層目を硬化させる場合は、プラットフォーム(テーブル)を0.1~0.2mmの硬化厚さだけ下げ、液状の光硬化性樹脂をテーブル上に供給し、所定厚みの樹脂層を形成させる。 次いで、断面データに基づいてレーザ光強度を調整して樹脂表面に、レーザ光を走査させながら照射して光硬化性樹脂層を硬化させる。この操作により第1層目の硬化層が形成される。すると、光照射された部分の樹脂が薄く固まって断面データに対応した硬化樹脂層が形成される。 この照射終了後テーブルを1層分だけ下げ、再び同様な操作を繰り返し樹脂層を形成させる。その上から同様にレーザ光を走査して照射し第2層目を形成する。
第2層目の照射エネルギーは第2層目を積層厚み分だけ硬化させるためのエネルギーより若干大きくすることにより、第2層と第1層の層間を化学反応により強固に接着させ、均質な硬化層として積層させる。この操作を繰り返すことによりn層まで積層する。全層の硬化が終了すれば、プラットフォームを最上段まで引き上げモデルをとり出す。洗浄の後ポストキュア装置で最終硬化させ、不要なサポートを取り除き、必要に応じて研磨などを行い仕上げる。硬化樹脂層の1層の厚みを極めて薄くすれば高精度の成形を行うことができ、比較的厚くすれば高速(短時間)で造形を行うことができる。テーブルより大きなモデルの場合は分割して造形し、つなぎ合わせることで一体ものを製作することができる。
2.4 光造形システムの開発動向
20年前に発明された光造形システムは10年前から実用期に入り,その後確実にその技術が発展してきた。2000年には国内で約270セットのRPシステムが販売されたと報告された(今村レポート)。その内,光造形システムは約150台で約50-60%を占めている。2000年までに累計では1200台が販売されたことになる。
光造形システムが世に出た当初は三次元立体モデルができるだけで話題になったが,最近では汎用的なツールに挙げられるまでになった。光造形システムは,当初He-Cdレーザを用いていたが,やがてその主流がArとなり,いまや半導体励起固体レーザへと発展していった。それに伴いシステムの安定性,経済性がともに向上すると共に,造形精度は200mmサイズで200~300ミクロンから50~100ミクロンへと向上している。また,造形速度もレーザパワーの増大と共に描画方法の工夫により数倍に向上した。
シーメット社から半導体励起固体レーザを備えたSOUPII-600GSが1998年に販売開始された。この装置は精度と造形速度の両方を追求したものであり,その造形には通常高速モードと高精度モードの二つのモードを有している。高精度モードではその描画範囲を600mmサイズから300mmサイズとすることにより0.3mmのスリットを再現よく造形可能としている(図-4)。
|
|
|
図-4 SOUPII-600GSによる0.3mmの再現 |
また,描画のためのビーム径制御により造形スピードを向上している。このSOUPIIと同様に2つのモードを持つシステムSLA-VIPER Si2が2001年5月に3Dシステムズ社からも発売された。ユーザの多様な要求を果たすために,描画モードを変更し,最適条件で造形を行うとしたものである。
光造形システムをより一層活用するためには,光造形機が製造機に位置づけられることが重要と考えている。すなわち,ラピッドプロとタイピング(RP)からラピッドマニュファクチャリング(RM)への移行である。中でもRPシステムでしか作製できないような製品を製造して,技術革新を行うことが重要であると考えている。生産に直結すると安定的に短時間(高速)に目的物を作成する必要がある。この目的のために,マルチレーザビームシステムが2000年末に帝人製機により上市された。帝人製機のオプトイメージカンパニーとシーメット社の統合により現在ではシーメット社が開発・製造を継続している。マルチレーザビームシステムでは,今まで1ビームで描画していたものを2本ないし4本のレーザビームを利用して描画しようとするものであり、マルチレーザによる利点として以下のことが挙げられる。
・ 描画スピードの高速化
・ 描画の分担による硬化ひずみの解消
・ 異なる波長ビームによる,多モードの硬化システム
・ その他
このマルチビームシステムは今までの光造形の積み重ねた技術を生かし,精度,速度で従来システムの数倍のパフォーマンスが期待できる。2000年末からこのシステムが顧客のもとで稼働し,特殊なもの,極めて大きなものを短時間で作成する必要のあるもの,さらに実部品作成などに活躍している。図-5に4本のレーザを搭載したSOLIFORM 600-Qを示す。このシステムは下記の仕様を満たすように開発を進められた。
・4本の1000mWレーザと4スキャナシステムを備え
・レーザの位置決め精度: ±20mm
・位置合わせ: ±50mm
・描画分担の最適化による高速造形の実現 が挙げられる。
これに対して,2001年7月にはSONY-DMECグループは高出力1本レーザに2つのスキャナを備えたデュエットスキャンシステム(SCS-8000 Duet)を発売した。このシステムもSOLIFORMシステムと同様の狙いで開発されたものと推定される。高速・高精度を追求していくとこのようなシステムが一つの回答といえよう。さらに,これらのマルチビーム/スキャンシステムは1mサイズ,1.5mサイズ等超大型システムへ発展可能なため,大型を必要とする自動車・重電機などの製造業で活躍するものと考えられている。
|
|
|
図-5 4本のレーザを搭載したSOLIFORM 600-Q |
2.5 レーザを用いない光造形法の胎動
これまで述べてきた光造形システムはいずれの場合もレーザビームによるスポット描画、即ち一次元による描画である。このシステムの利点としては(a)ビームを細く絞ることにより高精度・微細化が期待できる。(b)単位面積あたり大きなエネルギーが取り出せる。しかし,これとは裏腹に描画スピード,言い換えれば造形速度に限界がある。この描画を2次元的即ち平面で行えば(面露光),飛躍的に造形速度の向上が期待できる。シーメット社から,二つのシステムが提案されている。一つは液晶パネル方式によるもの(2000年10月)と,もう一つは熱転写プリンタ方式によるもの(2001年7月)である。いずれのシステムでもA4サイズの一層を約5秒の露光で達成することより一層あたり30秒~45秒での造形が可能となると報告されており,従来のレーザ描画に比較して約5~10倍の造形スピードを達成可能としている。
2001年11月のフランクフルトのEuromold2001において、EnvisionTecというドイツのベンチャー企業より液晶プロジェクタを用い、アクリレート系の可視光硬化性樹脂を利用した面露光装置が参考出品された。このものは2002年の10月以降に約50,000ユーロで発売される予定である。250x190x250サイズで1層10秒~15秒で造形可能と発表されている。造形物はそれほど精度の要求されない形状確認用途に利用されるものと推定される。今後これらのシステムの発展が期待される。
2.6 光造形用樹脂
ユーザは造形により得られる樹脂硬化物を直接利用するため、その物性や性質が最も重要である。光造形法のキーポイントはその光硬化性樹脂の性能にあるといっても過言ではない。用いられる液状光硬化性樹脂は、硬化の反応機構により大別してラジカル重合反応タイプのウレタンアクリレート系とカチオン重合反応タイプのエポキシ系の二つに分類される。
ウレタンアクリレート系樹脂ではラジカル反応で進行するため、一般的に反応速度は大きいが重合がランダム性になりやすいことより、造形物がソリや精度の点から不利と言われている。しかし、ウレタン骨格はイソシアネート成分とアルコール成分とから容易に新しいものが合成可能であり、硬化後は高分子主鎖中のウレタン基により分子間凝集力の大きいものが得られやすいことから、高分子主鎖中にポリエ?テル基を有するエポキシ系樹脂に比べ機械特性、および熱的特性に有利と考えられる。
エポキシ化合物の重合反応はスルホニウム塩等の光分解から誘導されるカチオン(プロトン)により開始される (図-6参照)。このカチオン重合反応は、重合速度は劣るが、逐次重合性の要素を持っており、得られる重合硬化物の収縮歪みが小さな傾向がみられる。そのため、造形物の寸法精度が有利であると信じられ、最近特に広く用いられるようになった。しかし、エポキシ系樹脂の場合には選択できるエポキシ化合物の数が極端に制限されるとともに、人体への安全性や重合速度の点から使用できる主剤は特定の脂環族エポキシ化合物にほとんど限定されている。
|
|
|
図-6 光カチオン重合によるエポキシの重合 |
光造形用樹脂はエポキシ系が主流になりつつあるのが現状であるが、ウレタンアクリレ?ト系の樹脂は、先に述べたように剤の選択範囲がエポキシ系樹脂に比較して圧倒的に大きく、耐熱性や耐衝撃性などの機能性を要求されることが益々強くなることから今後の開発次第では立場が逆転することもあり得ると考えている。
2.7 光造形用樹脂の開発動向
3次元光造形システムの展開が急速に拡大するに連れて、新規樹脂開発の重要性が再認識され、各社での開発も活発になってきている。モデル用樹脂として、汎用プラスチックスであるABS(アクリロニトリル/ブタジエン/スチレン)樹脂を一つの目標として開発が進められている。このABS樹脂は物性のバランスがとれていてかつ成形性もよく安価なため家電製品の筐体などに広く利用されている。
樹脂の重要性が認識され開発者がかなりな精力を注入しているにもかかわらず、市場にある光硬化性樹脂の硬化物の性能はいまだ目標のABS樹脂には到達していない。また、モデル用樹脂はエポキシ系樹脂が中心であることから概して脆く、光造形物は「壊れやすい」という通説が出来てしまった。
この風評をうち破るために靭性に優れたものを積極的に開発されるようになった。この靭性はポリプロピレン(PP)やポリエチレン(PE)を手本としている。この靱性に優れて樹脂としてDSM-SOMOS社からSOMOS-9100シリーズ、vantico社からはSL-7540が、シーメット社からはTSR-821が上市されている。これらは、今までになかった嵌合テストに十分耐えることから、光造形ユーザから大いに歓迎され用途が大幅に拡大した。しかし、これらは全てエポキシ系であり、靭性や耐熱性の観点からみるとまだ改善の余地は大きい。
これら一連のエポキシ系樹脂に対して、著者らはウレタンアクリレート系の靱性樹脂 (TSR-1938N) を三菱レイヨンと共に開発し市場に投入している。このものはエポキシでは達成し難い、強度と伸度とを兼ね備えることから、ウレタンアクリレート系樹脂が再び脚光を浴びる可能性を秘めており、今後の発展が期待される。
米国3Dシステムズ社は2001年8月24日付けで共同開発を進めてきたvantico社との契約を解除し、スイスRPC社の買収を発表しており、光造形用樹脂の開発地図も大きく変化しようとしている。光造形メーカは樹脂がキーポイントと認識を新たにしており、さらに開発競争は激化するものと思われる。逆にユーザの希望する樹脂を開発できないと、光造形システムの販売に大きく影響し、存在を怪しくしてしまうことにもつながる。
3. 光造形以外のRPシステム
3.1 溶融樹脂押し出し法(FDM法)
溶融樹脂押し出しによる造形法(FDM法)は、これは米国Stratasys社が開発した技術である。 図-7の様に細いノズルよりワックスや合成樹脂を細線状にしてXYプロッタ方式で走査させながら押し出し固化させて面状に積層する。ノズルの動きがXYプロッタ方式なので、コーナ部など走査速度が低下する際に、押し出し量を特殊なポンプを使って制御し、一定の厚さの薄層が得られるようコントロールしている。ロストワックス鋳造用のワックスモデルを作成することからスターとしたこの方法は、ABS樹脂を採用するようになり急激に普及していった。最近のものはノズルを2本使い、モデルとサポートを使い分け、速度・精度とも向上させている。また、モデルとサポートの材料を使い分けて作業性、造形物の品質を向上させている。
大型の造形には速度の点から不満が残っていたため、MAXUMを発表し、さらに、ポリカーボネート樹脂、ポリスルホン樹脂が使用できるタイタンを2001年5月に発売している。樹脂種類・スピードとも大幅に改善した。特に、ポリスルホン樹脂は耐酸・耐溶剤性などに優れることより今までに用いられなかった用途への展開が可能である。また、FDM方式では既存の材料が使えることにより、人体適合性、環境適合性などを考慮した場合有利である。
|
|
|
図-7 溶融樹脂押し出し法(FDM法)の概略図 |
3.2 粉末焼結法(SLS法)
粉末焼結法とは、原料として粉末を使用し、レーザビーム加熱により粉末粒子同士を結合させ積層造形を行う方法 (Selective Laser Sintering=SLS)である。米国テキサス大学で研究されDTM社で実用化された。ほぼ同様なシステムがドイツのEOS社でも開発され発売されている。DTM社は2001年4月の3Dシステムズ社の買収発表により、3Dシステムズ社の一部門となった。
粉末も液体と同じように流動性を示すので、この流動性を利用して粉末素材をローラやブレードで水平に移動させて薄層を形成する。この層の上に、炭酸ガスレーザ等の加熱用ビームをガルバノミラー等で走査させながら照射する。すると照射された部分の粉末表面が溶融し、互いに接する粉末同士が接合して、焼結された粉末薄層を作る。この時、すでに焼結されている下層の薄層との結合も同時に行う。次に焼結層を下降させ、再度上面に粉末の薄層を供給する。この操作を繰り返すことにより積層造形を行う (図-8)。粉末焼結法の場合、焼結された造形物の周りに未焼結粉末が充填された状態になっており、光造形法のようにサポートを必要としない。このためやっかいなサポート付けから解放される。また、造形後<未焼結粉末が容易に除去可能で、サポート除去作業もない。粉末材料として精密鋳造用ワックスやナイロン、ポリカーボネートなどの樹脂粉末、樹脂をコーティングした金属や、セラミックス粉末などが使用できる。ワックスの場合、造形品はそのままロストワックス鋳造モデルとして使用できる。また、ポリカーボネートやポリスチレンなどの粉末を使った場合でも消失モデルとして優れた特性を示す。最近では自動車のエンジン周りの樹脂化に伴い、ナイロン樹脂を用いたプロトタイプの製作が盛んと聞いている。
|
|
さらに、金属やセラミックス粉末の造形が可能であり、金型製作が提案されている。この場合、造形直後は樹脂コーティング材が金属の周りにあるため、加熱して除去する必要がある。その結果かなり大きな空隙率を有するものになる。この多孔質の焼結体に低融点金属などを溶融させて毛細管現象で浸透させて、出来るだけ緻密な金属造形品を作る必要がある。焼結体を精度よく得るためにはかなりの工夫と努力が必要であり、またそのための設備も高価である。
セラミックスの場合、多孔質のままシェルモールド鋳造法などの鋳型用として利用する場合もある。CADデータから金属の金型が直接出来るため、製作時間の短縮が図られるため今後の発展が期待される。 EOS社では粉末に鋳型用の砂を使い、通常の鋳型と同じように使用できるものを展開しており、鋳型業界からは抵抗なく受入れられている。また、特殊金属粉末をバインダーなしに焼結させて金属部品を作成する方法も提案されている。この技術には今後の発展が期待されている。
2.5.3 紙積層法
シート状の素材を順次積み上げる方法で3次元造形物を作成する。このシステムには炭酸ガスレーザで紙を切断するヘリシス社(2000年にキュービックテクノロジー社が継承) のLOM (Laminated Object Manufacturing) 機と、カッターナイフで紙を切断するキラ・コーポレーションのPLT(Paper Lamination Technology) 機がある。
紙積層法では各層ごとに接着剤をコーティングした紙をローラで熱圧着し、輪郭をレーザまたはナイフでカットする。これを繰り返し最後に不要な部分を取り除く(図-9)。これらの造形速度は速く、比較的大型のものが容易に得られることより木型の代替として用いられる。
紙モデルは、平面方向については±0.1mmの精度をほぼ満足するが、積層方向は若干劣る。紙を用いているため吸湿による寸法変化が指摘されている。この点を改善するために塩化ビニル(PVC)やポリエステルフィルムを使ったオールプラスチックの積層も提案されているが市場には出ていない。ごく最近、イスラエルのソリッドディメンション社からPVCを用いるデスクトップ型で極めて廉価なシステムが発表された。
この紙積層法の最大欠点は内側の不要部分を取り除くときの困難さにある。そのためにモデル周囲のカットの仕方を変えたり、分割して造形して不要紙部分を取り除くための工夫が必要である。しかしながら、キラのシステムはA3サイズまたはA4サイズであり、大型の造形はできないが1セット700万円~1000万円前後と極めて安価であり、装置もコピーマシンとよく似たタイプでありオフィスになじみやすい。また、造形精度はその値段と方式からは想像できないすばらしいものを持っている。
|
|
|
図-9 LOMの構成 |
2.6 インクジェット法による3次元造形法
インクジェットのノズルより、例えば、加熱溶融したワックスのような液滴を連続的に滴下させ堆積固化させる。インクジェットタイプのヘッドを平面内で走査させ薄層を形成し、積層を行う。最初に米国のSanders社(現Solidscape社)により開発された。ノズルからワックスを吹き付けるタイプでロストワックス鋳造用モデルに用いられ一つのジャンルを作っている。
MITからは、ノズルから出た結合材により粉末を結合することでモデルを作成する方法が開発されている。この場合、デンプン粉末、石膏粉末などの簡単な材料から、金属粉末やセラミック粉末など幅広く利用できる。Z-コーポレーションの造形装置が3年前に突然姿を現し、その造形速度で世界をあっと言わせたある。この装置は、デンプンや石膏の粉末に水系バインダーをインクジェットヘッドより吐出して、粉末を接着させて積層造形する。2000年にはカラー化がなされ、2001年5月にはインクジェットヘッドの改良等が図られ、より使いやすくなったとされている。さらに、 2001年11月には大型機が発表され、より広い用途を目指している。造形物の精度はそれほどではないがその造形速度からもっぱら形状確認の用途で重宝されている。
Soligen社からはセラミックス粉を用いて、鋳造用鋳型を作成する方法が開発され実用化されている。この方法は、先ず、部品CADデータよりそれを反転した鋳型データを作る。次に、鋳型用セラミックス粉末の上に水ガラスの様なバインダを滴下して鋳型を製作する造形品は鋳型として取り出される。ロストワックス鋳造と比較すると、直接鋳型が製作できるため、大幅な工程短縮を図ることが出来る。これは、鋳物の少量生産に向いている。 しかし、Soligen社のシステムは滅多に見かけない。
3Dsystems社は「ThermoJet」という、ワックスの吹き付けによる簡易的なデスクトップタイプの造型機を発売している。この装置はワックスをノズルから吹き出して積層していくタイプで精度は今一つであるが、簡便に使えるとのことと、安価(日本国内では700万円前後)で開発者のデスクサイドで活躍できるとされている。 しかし、日本市場ではあまり関心がないようである。Solidscpe社のワックスを使用するシステムが数千万円で受け入れられていることからすると、価格ではなく精度などユーザのニーズとのマッチング不足とも推定される。
各種粉末をバインダーで固めて造形する大小様々なシステムが市場に出てきてますます活発化してきている。2000年11月のフランクフルトで開かれたEuromold 2000では1m超サイズの大型インクジェット造形システムも展示された。
一方、イスラエルのObjet Geometries社からは光硬化性樹脂をインクジェットヘッドより吐出した後、UVランプの光で硬化させるシステム(Quadra)が2000年5月に発表され、2001年秋より欧米で上市された (図-10)。精度はさほど求めないがスピードと装置価格に力点を置くユーザに期待されている。
ここにあげたシステムはいずれも光造形システムにはない取り扱いの手軽さを持っている。しかしどのような形状でもある程度実用に耐え得る精度・物性で造形可能な光造形システムに比べ、それぞれのシステムにはまだ改良の余地をもっている。逆に分野、目的を限定すれば、光造形以上に受け入れられるものもある。
|
|
|
図-10 Objet Geometriies社のQuadra |
2.7 各システムのまとめ
これまで述べてきた各種造形方法の特徴を表-1にまとめた。それぞれ、各方法により特徴を有し、他にない特徴を有している。日本では発明の経緯から光造形が普及している。それは同時にRP本来の形状確認(コミュニケーション・ツール)としての使い方がなされず、むしろ機能性が求められているためである。できあがったモデルは形状確認ではなく、製品の一部として機能性のチェックや、性能試験に使われている。そのために、精度と樹脂の物性が強く要求される。また、将来システム全体の使われ方がラピット・マニュファクチャリング(RM)の方向に進む可能性が大きいため、より性能な光硬化性樹脂の開発が期待されている。このユーザの要望が達成されれば、より一層光造形法の役割が増すように著者は推定している。その意味で、樹脂開発者に寄せられる期待は大きい。
表-1 各種造形方法の特徴
|
|
|
|
|
|
|
造 形 |
・レーザビーム走査 |
・液状光硬化性樹脂 |
・紫外線で硬化 |
・ モデル |
|
・マスク法 |
・液状光硬化性樹脂 |
・高強度 |
・ モデル |
|
|
末 焼 結 |
・レーザビーム走査 |
・ワックス粉末 |
・粉末を加熱焼結 |
・モデル |
|
Jet |
・堆積法 |
・ワックス |
・ワックス・樹脂粒を堆積 |
・消失モデル |
|
・バインダ法 |
・セラミックス粉末 |
・粉末をバインダで結合 |
・鋳型 |
|
|
・堆積法 |
・光硬化性樹脂 |
・UVランプ |
・形状確認モデル |
|
|
|
・ノズル |
・樹脂 |
・線状樹脂の堆積 |
・消失モデル |
|
|
・炭酸ガスレーザ |
・シート(紙、樹脂) |
・シートを切断 |
・モデル |
|
・ナイフ刃 |
・普通紙 |
4. 3次元造形法、RPシステムの役割
このRPシステムの果たす役割は、a. デザイン評価(形状確認)や 機能評価、b. 真空注型や鋳造用のマスターモデル、c. 実部品製造の試み、d. 医療分野、e. その他などが挙げられる。以下、これら用途について簡単に述べる。
4.1 デザイン評価(形状確認)及び機能評価
光造形システムは元々3次元CADのプリンター的発想から日本で小玉氏により20年前に生まれた。そのために、形状確認用のモデルを得ることを主な目的として出発した。製造担当者にとって自分の作る製品あるいは部品のイメージを正確に把握することは非常に重要なことである。特に形状が複雑になればなるほど理解に時間がかかり製作ミスの可能性も多くなる。また、大量生産に移行するときの金型作成を困難にしている。
3次元立体モデルを造形することによって、設計した製品のデザインが期待したものであるかどうか実際に手にとって検討することが可能であり、他者の評価を受けることもできる。さらに、検討結果を設計にフィードバックすることもできる。従来の貼り合わせや、機械加工と異なり3次元CADと直接結びついているため、複雑な形状でも簡単に造形でき、正確に形状を確認することが可能である。また、立体モデルをCADデータまたは、図面と共に渡すことにより、金型の製作ミスを防止してロスの低減と最適設計によるコスト削減が可能である。さらに、最終製品製造担当者の理解を助け製造のための工程でのミスを防ぐことができ、製品化までの時間の低減とロスの低減が可能である。
3次元造形モデルは、部品の組付や嵌合のチェックに利用したり、機構やシミュレーション実験などの機能的な検討が可能となる。機能評価を行うことにより、設計ミスを防ぎ、より適切な設計が可能となる。検討結果は製造設計に容易にフィードバック可能である。
また、デザイン分野では造形モデルがデザイナーの感性を確認して新しい創造へ発展させるものと思われる。山梨のメイコー社を中心に宝飾関係でのデザイン検証用途も盛んである。2000年には数十セットが全世界で販売されたと聞いている。
4.2 真空注型や鋳造用のマスターモデル
3次元CADでデザイン・設計したモデルを、10数個直ちに入手したいときなどにはウレタン樹脂やエポキシ樹脂などの熱硬化性樹脂を用いたレプリカの作成が行われている。このときのマスターモデルとして3次元造形法で作成したモデルが有効に利用できる。光造形などで得たモデルをマスターに用い、シリコーン樹脂で母型を作り、この母型に前記熱硬化性樹脂を流し込みレプリカを作成するのである。この場合、一つの母型から10~20個作成できるので、母型を10個程度用意すれば100~200個のレプリカの作成が理論上可能となる。しかし、レプリカをとるのに1~2時間程度時間がかかるため、100~200個を作成することはかなり手間がかかる。また、出来るレプリカは商品とは異なる材料のため最終的な機能試験などには利用出来ないことになる。
他方、3次元造形モデルをロストワックス法のワックスの代替モデルとして使用することによりワックス作成用の金型が不要となるために、大幅な工数の削減が可能となる。しかし、光造形モデルでは消失の際に残さが少量残ってしまうため品質の低下を招くことがある。そのため、従来のワックスをインクジェットヘッドから吐出するSolidScape社のパターンメーカ(PM)などが選択的に用いられる。光造形品を直接用いるためには材料の開発を待つことになる。その他、鋳造のためのマスターモデルや砂型用のマスターモデルなど木型の代替として3次元造形モデルは実用化されている。
4.3. RPの型への応用
プロトタイピング(試作)からマニュファクチャリング(生産)へはどうしても型の作成を避けては通れない。ここではRPシステムによる型の作成を通した生産の新しい流れについて述べる。
製品開発からみると強度や耐久性、感触などを検討する上ではできるだけ実際の材料で確かめることが重要である。そのために試作金型を製作し評価用の成型品を評価のための数だけ得ることは重要である。その評価結果を金型製作のために活かすことは開発期間短縮のために大いに役立つ。このツールとしてRPシステムが利用されている。試作金型を得るための方法としてアルミの高速切削も今日注目されている。
3次元造形法(RP)を用いて成型用の型を簡易に製作する技術はラピッドツーリング(RT)とも呼ばれて、一つのジャンルを形成するに至っている。
RTによる型製作は
(a) RPモデルをシリコーンゴムなどに真空注型に転写する。
(b) RPモデルを金属素材に転写する。
(c) RPモデルを直接、型に利用する。
(d) RPシステムにより金属の型を直接作成する。
などが挙げられる。
しかし、本格的な金型には、
・機械的強度 500Mpa以上
・寸法精度 0.01mm以上
・表面粗さ 1mm以下
を同時に満足すると言う条件が求められる。ところが、RT法で得られる金型はこれらの条件を必ずしもすべて満たすことはできないのが実状である。従って適応に限界があることを意識して利用することも大切である。限界をうまく利用することにより開発を短縮できれば利用価値が大きいものである。
4.3.1. 光造形モデルの転写による型の製作
(i) シリコーン注型型への転写
光造形で得たRPモデルを用いてシリコーンゴム型を作成し、真空注型法によりウレタンやエポキシによる熱硬化性樹脂でレプリカを作成する手法は光造形システムが世に出てすぐに始まった。現在でもこの手法は試作段階では極めて重要である。というのは、サービスビューロが貼り合わせなどによる手作りしていたモデルが光造形モデルに置き換わっただけなので馴染みがあったためである。しかし、RP手法により工期は画期的に短縮される。この方法により射出成型品とは材料が異なるが数十個程度注型品が得られ、部品の組み付け時の干渉テストなどや商品の市場サウンドには十分使える。また、熱硬化性樹脂をワックスに置き換えることにより、ワックス鋳造のためのワックスモデルの製作も可能である。
(ii) 金属樹脂型への転写
精度に優れている光造形モデルをマスターとし、アルミ粉末を多量(75wt%程度)に含むエポキシ樹脂で簡易型を作成し、この型で射出成形を行う方法がある。この方法では、型の耐熱性と強度がある程度保証されており安心して200~5,000ショットの成形可能である。しかし、光造形モデルをマスターに用いてこの型を作成しようとする動きは当初に比べてかなり下火になってきた。その理由としては転写の操作が行われるので精度が若干劣る傾向があり、最終ユーザに嫌われたためと推定される。しかし、簡便で確実であるため、比較的大型の成型物作成では現在でも積極的に利用して、プロトタイプを作成しているサービスビューロも少なくない。
(iii) 鋳造型への転写
光造形システムで作成された樹脂モデルから金属素材への転写としては、光造形モデルの鋳造型への応用がさらに挙げられる。モデルが砂型製造のマスターとして用いられる場合は十分な精度と耐久性が確保されている。
光造形モデルを消失モデルに用いる精密鋳造法はインベスティメント・キャスティング法として用いられている。消失モデルの周囲にセラミック・スラーリを塗布して乾燥固化させた後、内部の樹脂モデルを高温にして消失させ、生じた空隙に溶けた金属を注入するものである。この場合、消失モデルのアッシュ量が得られる鋳造品の品位に影響を与える。光造形モデルはアッシュの点からワックス品に比較して不利である。そのためにモデルをハニカム構造にしたりして消失しやすいように工夫している。しかし、光造形法のモデルは精度の点から歓迎されている。
4.3.2 RPモデルを直接、型に利用
光造形法は、液状の光硬化性樹脂組成物に紫外光を照射して光硬化反応を行いながら3次元物体を得る方法であることは既に述べた。この光造形物が十分な強度と耐熱性を有すれば金型として利用可能と考え、筆者らにより初めて金型製作に直接応用された。これは、帝人製機のフィラー強化樹脂TSR-750シリーズである。田村と萩原等により1993年頃から、光造形法の用途開発の一環として研究が行われてきた。当初150℃程度の耐熱性を有していたが、改良を重ねて今日では300℃を超える材料も上市されている(図-11)。光造形で直接型を作るためその精度はほとんど金属金型のレベルに達している。また、極めてサイズの小さい型の製作が容易であり、金属金型の不得意とするところに有利に利用可能である。しかし、逆に大きな型や深いものはあまり得意としない。この型でABS樹脂などの汎用樹脂では数十個から200個程度の射出成形が可能であり、成型物の精度も満足するレベルのものである。帝人製機(シーメット社に継承)に引き続きJSR社もこの材料分野に参入している。最近三井等は、この直接型の利点を紹介している。成形物を得るまでの期間が1/4~1/5に短縮され、費用対効果も大きいことが詳細に報告されている。また、(株)モルテックはこの技術の有用性に着目して積極的に技術の拡販に努めている。
|
|
|
図-11 シーメット社の光造形直接型とその成形物(TSR-1971樹脂による型とPP樹脂成形物) |
4.4 医療分野での応用
製造業以外の分野でもRPシステム特に光造形システムの利用が進められつつある。MRI(磁気共鳴映像法)やCT(コンピューター断層撮影)スキャンで得られた断層データをもとに患部のモデル(図-12参照)を作成することにより、医者は患者を実際の診察以上によく見ることができるので、腫瘍や骨の異常、その他の病気を見つけやすくなる。そして、難しい手術の際の手術方法の検討、削除部分の検討、手術手順のシミュレーションなどに利用することにより高度な医療行為が可能になる。慶応大学医学部形成外科学教室の小林正弘専任講師と同大学環境情報学部の千代倉教授のグループの形成外科での光造形の応用研究、通産省機械技術研究所の谷川らのグループの人の頭のファントムの解析などが挙げられる。また、歯科医療分野でも光造形などを用いた手術シミュレーション等に活発に検討されてきた。光造形法を医療検討に用いることが保険で認定されれば、高度な医療行為のためにさらに利用が進むものと考えられる。ベルギーのマテリアライズ社はこれらのソフトウエアの開発を積極的に進めている。
セントラル・フロリダ大学のHosni教授のグループでは、MRIやCTスキャンの画像から得られる光造形モデルを利用して人工関節などの研究を進めている。一方、人工骨などのモデルとしてハイドロキシアパタイトを含む光硬化性樹脂の検討が、米国ミシガン大学のHalloran教授らのグループで進められている。
さらには、IT技術と総合的に結びついた遠隔医療支援システムも検討され、今後この分野の発展も見過ごせない。しかし、この領域がさらに発展するためには、X線技師や医師がオペレータに頼らず直接操作できるような簡便な造形システムの出現が望まれる。
 |
 |
|
図-12 CTより再現した人の頭部分 |
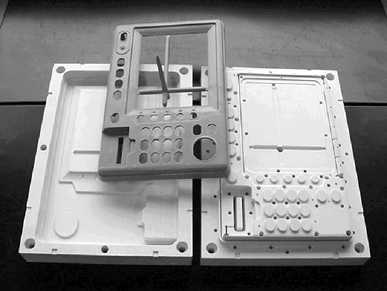
図-13 水質試験機のマニュホールド |
4.5 実部品製造の試み
最近、光造形システム用の樹脂が、目的を持って開発されるようになってきた。その一つは、筆者らが提案した射出成形用の光硬化性樹脂TSR-750シリーズであり、耐熱モデル用の樹脂TSR-900シリーズである。この、目的志向をさらに押し進め、光造形システムでなければできないような複雑なモデルを造形し、実用的な部品に用いようとする試みが始まった。これは、光造形によりCADデータから直接得られるモデルを実際の製品にしようとするものである。すなわち、光造形システムを製造機に位置づけようとするものである。現状では、光造形で得られる硬化物は必ずしも所望の性能を有していない場合が多いが、我々が開発したイミド系樹脂は、この目的のための第一歩といえよう。日立製作所の三宅らは水質試験器の心臓部であるマニュホールド(図-13)に光造形品が使用できることを最近発表した。光造形品を用いることにより従来法に比較して製品サイズを約1/120にした水質試験器を商品化した。この装置は同時に価格も数分の1以下になっている。このように、光造形品を直接部品に用いることにより今まででは考えられなかったような技術革新をもたらす。光造形を代表されるラピットプロトタイピング(RP)システムはやがてラピッドプロダクション(RP)システムあるいはラピッドマニュファクチャリング(RM)システムとして使われることと思っている。筆者らは、今後、更にイミド本来の性能である耐熱性も優れた材料を提供すべく、新規原料のデザイン及び合成検討を行っている。これらの材料が比較的安価に入手できるようになるとイミド系樹脂は光造形システムが製造機に位置づけられるような役割を果たすものと確信している。
もちろん、ナイロン粉末を直接焼結させるSLS法でも実部品製造の試みが開始されている。EOS社、旧DTM社(現3Dシステムズ社)ではナイロンパウダーによる部品の製造を提案している。また、多くの開発者によりRPと旧来の金型によるコスト試算がなされている。
最近ではLENS法と呼ばれる、金属粉末を吹き付けながらレーザ熱を照射しながら実部品や型を作ろうとする技術が注目されている。金属粉末としてはほとんどのものが利用できるため、将来行われるであろう宇宙旅行の宇宙船の中での製造にはきわめて好都合となるであろう。人類の夢を載せた宇宙船はきっとこれらシステムを装備するものと思っている。米国は遠大な計画の中で新しいテクノロジーを創世しようとしている。
4.6 その他の用途
地形や建物のモデルを作成し、景観の確認、ビル風などのシミュレーションが可能となる。ただ、現状ではどの程度利用されているか不明である。
マイクロマシンなどへの光造形の適応が検討され、大学を中心に研究が進められている。その他、我々が予期していないような利用方法もかなりあるものと推定され、これらが浮上してくると思わぬ方面に発展していく可能性を秘めており、この技術の応用分野もますます広がっていくものと期待されている。
5. 今後の展望
光造形に代表されるRPシステムの意義は文字どおり必要な形態のモデルや型を、極めて短時間で手に入れることができるところにある。今後3次元CADがパソコン上でワープロを使うように誰でも当たり前のように使われるようになって行き、システムや材料が改良されCADのアウトプットとしてもっと簡便になるものと思われる。
RP技術から発展したラピットツーリング(RT)技術は、まだ、改善の余地を多分に含んでいるが、今後、産業界に受け入れられ、当たり前の技術になるためには、材料の改良と共に、RTに適した手法の開発がともに必要と考える。材料だけでは解決できない場合、RTをうまく使いこなすためのエンジニアリングが必要である。さらに、製品開発に効果的な手法とするための努力が重要である。結果として、コストの低減や開発期間の短縮が可能となる。(2002年1月11日記)
参考資料
1) 小玉秀男: " 3次元情報の表示法としての立体形状自動作成法",
電子通信学会論文誌, J64-C, No. 4, pp. 237-241 (1981), H. Kodama:
"Automatic Method for Fabricating a Three-dimensional Plastic Model
with Photo-hardening Polymer", Rev. Sci. Instrum., Vol. 52, No.11,
pp. 1770-1773 (1981)
2) 中井孝、丸谷洋二: "レーザによる立体形状の創成",
昭59電気関係学会関西連合大会, G10-20 (神戸, 1984)
3) C. Hull: " Apparatus for production of three-dimensional objects
by stereolithography", U.S. Patent No. 4, pp. 575,330 (1986)
4) P. F. Jacobs: "Rapid Prototyping & Manufacturing, Fundamental
of Stereolithography", (SME, 1992)
5) 丸谷洋二、大川和夫、早野誠治、斉藤直一郎、中井孝:
"光造形法-レーザによる3次元プロッタ", (日刊工業新聞社, 1990)
6) 中川威雄、丸谷洋二編: "積層造形システム -
三次元コピー技術の新展開", (工業調査会, 1996)
7) T. Wohlers: "Wohlers Report 2000, 2001", (Wohlers Associates, Fort
Collins, Colorado, 2000, 2001)
8) 帝人製機(株): "SOLIFORMカタログ", (2000年6月)
9) 田村順一、萩原恒夫: "光造形法の樹脂開発からみた今後の展望",
オプトロニクス, No. 4, pp. 119-125 (1996)
10) 三宅亮、榎英雄、森貞雄、石原民雄:
"マイクロファブリケーション技術を応用した小型水質計",
ケミカルセンサ研究会 , (電気学会, 東京2000年4月28日) CHS-00-7
11) G. A. Brady and J.W. Halloran: J. Mater. Sci., 33, 4551
(1998)
12) 丸谷洋二: OPTRONICS, No.11, pp. 186-192 (2000)
13) 丸谷洋二: OPTRONICS, No.1, pp. 276-281 (2001)
14) 三井宗洋ほか: 型技術, vol.15, No. 8, pp. 54-55 (2000)
15) シーメット(株): "会社案内/製品カタログ", 2001年
16) (株)モルテック: "会社案内", 2000年、2001年
17) 萩原恒夫: "光造形システム、現状と今後の展開", JETI, vol. 48 ,
No.11, pp. 70-74, No.12, 90-95 (2000)
18) 萩原恒夫: "光硬化性樹脂を用いる光造形法とその応用", 光学, vol.30,
No.1, pp. 248-252 (2001)
19) 萩原恒夫: "ラピッドプロとタイピングの最新動向", 機械と工具, 別冊,
2001年4月, pp. 78-81 (2001)
20) SME, RP&Mシンポジュウム要旨集(CD-ROM版), (SME,
シンシナティ2001年5月15日-17日)
21) 萩原恒夫: "光造形システム「SOLIFORM」と「SOUP」", 型技術, vol.16,
No.10, pp. 24-28 (2001年9月号)
22) 萩原恒夫: "光造形法による試作用金型の開発", 成形加工, No.12,
(2001年12月号)
23) Euromold 2001出張報告(非公開) , 2001年,
11月28日-12月2日, ドイツ、フランクフルト市
******************************************************************************
本解説は2002.1.19の技術情報協会セミナーでのテキストをHTML化したものである。